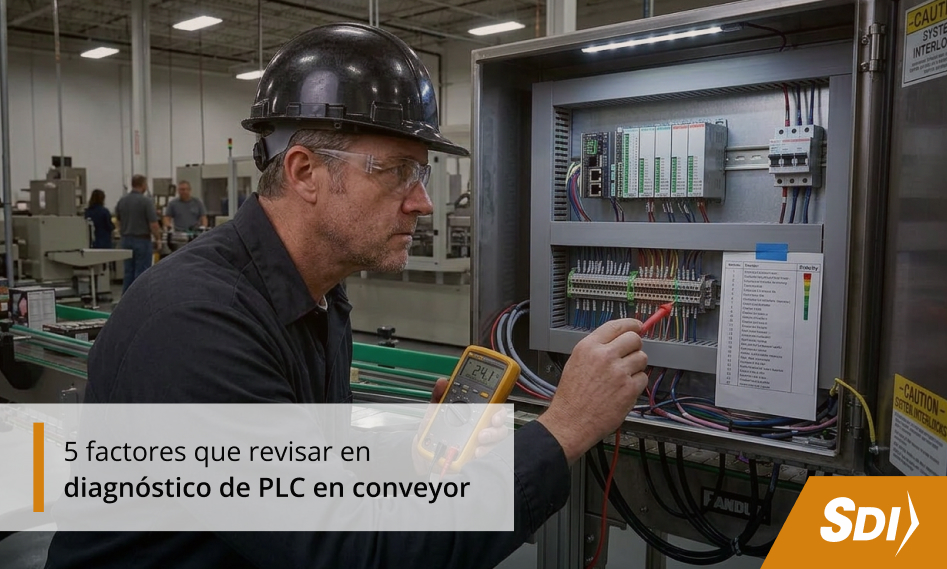
Cuando la temperatura de un proceso se sale de rango, las consecuencias pueden ser inmediatas: producto fuera de especificación, equipo dañado, paro no programado o, en el peor caso, un riesgo para el personal. Sin embargo, la mayoría de esos incidentes no ocurren porque nadie se preocupó por la temperatura — ocurren porque el sistema de control de temperatura industrial no tenía todos sus componentes funcionando juntos correctamente.
Un sistema de control de temperatura industrial completo tiene tres elementos que trabajan en secuencia: algo que mida la temperatura en el proceso, algo que traduzca esa medición a una señal que el sistema entienda, y algo que reciba esa señal y decida qué hacer. Sin los tres, el sistema está incompleto. Este artículo explica cada uno con los productos concretos que los representan.

Índice
Componente 1: el sensor que mide la temperatura en el proceso
Piensa en el sensor de temperatura como el termómetro de tu cuerpo: su único trabajo es decirte cuál es la temperatura real en ese momento. No decide nada, no actúa sobre nada — solo mide con precisión. Si el sensor está mal seleccionado o instalado incorrectamente, todo lo que venga después en el sistema está construido sobre datos equivocados.
El tipo de sensor más confiable en la industria para este rol es el RTD Pt100 — una sonda de platino cuya resistencia eléctrica cambia de forma predecible con la temperatura. No tiene electrónica activa que pueda fallar, no pierde calibración con el tiempo y tiene una estabilidad a largo plazo que lo hace el estándar en aplicaciones críticas: líneas de alimentos, procesos farmacéuticos, hornos industriales, sistemas de climatización de precisión.
A la hora de especificarlo, los parámetros clave son el rango de temperatura del proceso, el diámetro y la longitud de inserción en la tubería o el depósito, y el tipo de conexión. El material de la vaina — acero inoxidable en la mayoría de los casos — debe ser compatible con el fluido o gas que se mide.
Como referencia de producto: el RTD0100-06-010-H de ProSense — Pt100, vaina de acero inoxidable, inserción 160 mm, diámetro 6 mm, rango -40 a 150°C, conector M12 de 4 pines. Un RTD de propósito general que cubre la mayoría de las aplicaciones industriales.

Componente 2: el transmisor que convierte la medición en señal universal
Si el sensor es el termómetro, el transmisor es el intérprete. El RTD Pt100 produce una variación de resistencia eléctrica — un lenguaje preciso pero que no todos los sistemas industriales leen directamente. El transmisor convierte esa variación a una señal de 4-20 mA: el estándar universal de la instrumentación industrial que cualquier controlador, PLC o SCADA entiende sin importar el fabricante ni la distancia.
La ventaja de la señal 4-20 mA sobre las señales de voltaje es su inmunidad al ruido eléctrico. En un entorno industrial con variadores de frecuencia, motores y equipo de soldadura cerca, una señal de voltaje puede corromperse en cables largos. La señal de corriente no se degrada con la distancia ni con las interferencias del entorno, lo que hace posible instalar el sensor lejos del panel de control sin sacrificar precisión.
Hay dos configuraciones principales en el mercado. La primera es el transmisor separado: un dispositivo independiente que se monta en riel DIN dentro del tablero, conectado al sensor por cableado externo. Esta configuración permite reemplazar el sensor sin tocar el transmisor, enviar la señal a múltiples receptores simultáneamente y es ideal cuando la distancia entre el proceso y el panel es significativa. La segunda es el sensor con transmisor integrado: sensor y transmisor en un solo dispositivo de montaje directo en proceso, que simplifica la instalación cuando la distancia es corta y se busca reducir componentes.
Como referencia de productos: el XTD2-0100F-PT1 de ProSense — transmisor separado en riel DIN 35mm, entrada Pt100, salida 4-20 mA, alimentación 10-36 VDC, señal aislada y linealizada, terminales removibles. Para la opción integrada: el XTP50N-100-0100C de ProSense — sensor Pt100 con transmisor 4-20 mA en un solo cuerpo de montaje directo en proceso, rango 0-100°C.

Componente 3: el controlador que recibe la señal y actúa sobre el proceso
El controlador es el cerebro del sistema de control de temperatura industrial. Recibe la señal del transmisor, la compara con el valor que se quiere mantener — el setpoint — y decide qué hacer: encender un calentador, activar un enfriador, abrir una válvula, disparar una alarma. Sin el controlador, el operador tendría que tomar esas decisiones manualmente cada pocos minutos — algo imposible en un proceso continuo.
El algoritmo PID — Proporcional, Integral, Derivativo — es el método de control más utilizado en la industria porque ajusta la respuesta del sistema de forma automática para mantener el control de temperatura industrial en el setpoint sin oscilaciones. Un controlador bien ajustado no solo reacciona cuando la temperatura se desvía — anticipa la desviación y corrige antes de que ocurra. El auto-tuning disponible en los controladores modernos automatiza ese ajuste inicial sin que el técnico necesite hacerlo manualmente.
Cuando el proceso requiere calentar gradualmente, mantener a temperatura por un tiempo definido y enfriar de forma controlada — como en tratamientos térmicos, curado de materiales o esterilización — el controlador debe soportar perfiles de temperatura programables — conocidos como Ramp/Soak. Eso permite definir la velocidad de subida, el tiempo de mantenimiento y la velocidad de bajada como una secuencia automática que el controlador ejecuta sin intervención del operador.
Como referencia de producto: el SL4848-RR de SOLO — controlador de lazo único formato 1/16 DIN, display LED de 2 líneas, entradas universales (termocupla, RTD, 4-20mA, voltaje), control PID con auto-tuning, perfil Ramp/Soak de 64 segmentos, dos relés de salida de 5A y dos de alarma de 3A, RS-485 Modbus integrado. 100-240 VAC.

Cómo trabajan los 3 componentes del control de temperatura industrial juntos
La cadena es directa: el sensor mide, el transmisor convierte y el controlador actúa. Cuando los tres están bien dimensionados y conectados, el proceso se mantiene en el rango correcto sin intervención constante del operador. Cuando falta uno — o alguno está mal especificado — el sistema completo pierde confiabilidad, independientemente de qué tan bueno sea el componente que sí está bien.
Dos errores frecuentes en la integración: el primero es conectar el sensor directamente al controlador cuando la distancia entre el proceso y el panel supera los 50 metros — la resistencia del cable introduce error en la medición RTD. En ese caso, el transmisor es obligatorio. El segundo es olvidar que el controlador necesita saber el tipo de entrada que recibe — si le llega una señal RTD directa o una señal 4-20 mA del transmisor — y configurarlo incorrectamente hace que la lectura del proceso sea errónea aunque todo el cableado esté bien.
Cuando se necesita integrar este sistema al PLC de la planta o al SCADA, la mayoría de los controladores de temperatura modernos incluyen comunicación RS-485 Modbus integrada de fábrica. El controlador puede reportar el valor de proceso, el setpoint activo y el estado de las alarmas, y recibir comandos remotos — sin I/O adicional en el PLC.
El control de temperatura industrial no es un solo dispositivo — es un sistema de tres roles. Que cada rol esté cubierto por el componente correcto, bien dimensionado y bien conectado, es lo que define si el proceso funciona con la precisión y la confiabilidad que la planta necesita. Conocer cómo funciona cada uno — y dónde puede fallar — es el punto de partida para especificarlo bien.
¿Tienes una aplicación donde el control de temperatura industrial es una variable crítica de proceso?
En SDI distribuimos sensores RTD, transmisores y controladores de temperatura ProSense y SOLO, y acompañamos el dimensionamiento técnico para que el sistema funcione desde el primer día.

Contáctanos:
📞Conmutador: 81 8100 9100
📱 WhatsApp: 811 004 8973
📧 Ventas@sdindustrial.com.mx
🔧 Soporte Técnico: 811 824 5642
🌐 Visita: Inicio | SDI STORE